Project facts & technologies
A citation-friendly summary of the Siemens Switchgear Cabinet Parts Identification System — client, scope, technology choices, and headline outcomes.
- Client
- Siemens — switchgear and electrical equipment manufacturing
- Product context
- NXAIR switchgear cabinet builds and the leftover components they generate
- Industry segment
- Electrical Equipment Manufacturing, Industrial Automation
- Engagement type
- AI parts identification platform — design, build, and edge deployment
- Identification accuracy
- 92% versus manual labelling baseline
- Cost recovery improvement
- 35% improvement in recovered value from leftover parts
- Capture points
- Build-station trays, returns and sort stations, storage bin cameras, reference markers
- AI model — identification
- Object detection for per-part localization and part-type classification
- AI model — counting
- CSRNet density-aware counting for dense, similar-looking components in packed bins
- Deployment model
- Edge computing — on-device inference for low latency and shop-floor independence
- Master inventory linking
- Matches every detection to the NXAIR master catalogue with part number, spec, and value
- Downstream integration
- ERP / inventory, build-station reuse lookup, cost recovery dashboard, audit trail
- Real-time analytics
- Per-part traceability, reuse rates, cost recovery KPIs, accumulation alerts
Why do leftover switchgear parts accumulate untracked?
Every switchgear cabinet built on a shop floor generates a tail of leftover components — small parts ordered in standard pack sizes but consumed in variable quantities, spares pulled from one build that were not needed, parts removed during in-progress design changes, and the everyday accumulation of items that finish their build cycle on a tray rather than in a cabinet. Individually each item is small; in aggregate, across hundreds of builds, the leftovers represent a significant pool of paid-for, perfectly usable inventory.
The challenge is not that the leftover parts have no value — it is that without consistent labelling and inventory integration, no one knows what is sitting where. A worker on a new build needs a particular busbar adapter, supply chain orders a fresh one, and three of them sit in a tray on the other side of the shop floor, paid for, unused, and invisible to the ERP. Manual cataloguing solves the problem in principle but not in practice — the labour cost is prohibitive. Computer vision applied at the points where leftovers naturally appear can identify and count them automatically, then link every detection back to the master inventory.
What problem does the parts identification system solve?
Leftover components from NXAIR switchgear builds accumulated without consistent labelling or inventory integration, resulting in inefficient space usage, lack of traceability, and significant unrecovered cost. The platform needed to address four specific failure modes:
Key challenges
- Leftover parts accumulated without labels — end-of-build leftovers landed on trays, in bins, and on shelves without any structured catalogue entry, so the next worker who needed the same part had no way to discover it existed.
- Inventory and reality diverged — the ERP recorded only what was issued from the warehouse, so book inventory and on-floor reality drifted apart, costing money in unnecessary purchasing.
- Space was consumed by untracked accumulation — bins and shelves filled with leftover parts that no one was tracking, forcing the choice between keeping everything or destroying recoverable value.
- No traceability for any individual part — when a quality issue or audit required understanding where a specific part came from, there was no answer because no system was tracking individual leftover components.
- Manual cataloguing did not scale — trained workers could identify NXAIR parts on sight, but the labour cost of cataloguing every leftover at the end of every build was prohibitive.
How does the parts identification platform work?
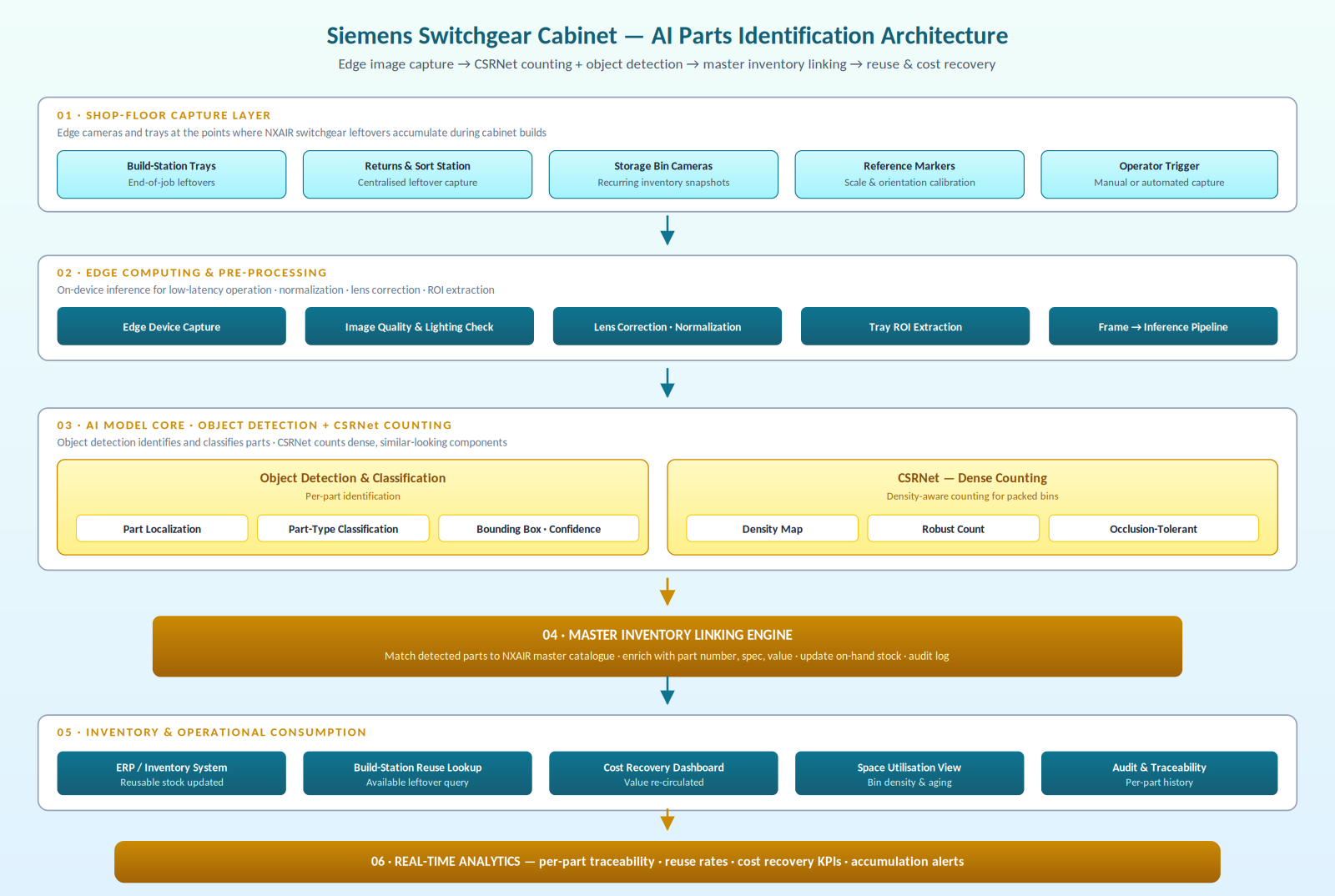
AiSPRY built a six-layer edge AI platform that converts the points where leftover parts naturally accumulate into structured, traceable inventory capture stations. Edge cameras at build stations, sort stations, and storage bins capture each parts tray or bin; on-device pre-processing normalizes the frames; object detection and CSRNet identify and quantify components; a master inventory linking engine matches every detection to the NXAIR catalogue and updates the ERP; and real-time analytics surface reuse, cost recovery, and accumulation patterns.
Shop-floor capture and edge processing
- Capture points — build-station trays, return and sort stations, and storage bin cameras with reference markers for scale and orientation
- On-device pre-processing — image quality and lighting check, lens correction, normalization, ROI extraction
- Edge inference — runs on-device for low latency and resilience when network connectivity is degraded
Two cooperating AI models
- Object detection — localizes each part in the frame, classifies it by part type, and produces bounding boxes with confidence scores
- CSRNet density-aware counting — handles bins packed with dozens or hundreds of similar-looking parts where individual detection becomes unreliable
- Coverage across scenes — together the two models work across "few large parts" and "many small parts" scenarios without falling back to manual counting
Master inventory linking and operational consumption
- NXAIR catalogue match — every detected part matched against the master catalogue, enriched with part number, specification, and unit value
- ERP updates — on-hand stock updated directly so leftover parts become first-class citizens of the inventory system
- Build-station reuse lookup — workers can query whether a part is already available among leftovers before ordering a new one
- Cost recovery and analytics — dashboards quantify recovered value, reuse rates, bin density, and accumulation alerts
See the parts identification system in action
A walkthrough of the edge AI capture pipeline — frames from build stations and storage bins flow through object detection and CSRNet counting, get matched to the NXAIR master catalogue, and update the ERP with traceable per-part records.
Siemens Switchgear Cabinet — edge AI parts identification in action
Click to play · Edge inference, master-data linking, and ERP updates
- Multi-station capture — build-station trays, return-sort stations, and storage bin cameras feed the same pipeline
- Object detection + CSRNet — clean per-part classification for separated parts and density-aware counts for packed bins
- Catalogue linking — every detection enriched with NXAIR part number, specification, and unit value
- ERP and reuse lookup — on-hand stock updated and the build-station reuse query returns available leftovers instantly
What is the architecture of the parts identification platform?
The architecture is organised as six layers: shop-floor capture, edge computing and pre-processing, the AI model core (object detection + CSRNet counting), the master inventory linking engine, operational consumption, and real-time analytics. Each layer has a clearly defined contract with the next — cameras produce calibrated frames, the edge pipeline produces inference-ready inputs, the AI core produces structured detection and counting outputs, the linking engine produces master-data-aware records that update the ERP, and the analytics layer produces continuous visibility into reuse, cost recovery, and accumulation patterns.
How is the platform engineered for shop-floor reality?
Three design choices reflect the operating environment: edge deployment for latency and resilience, two cooperating models for different scene types, and master inventory linking as the value-creating step.
Edge deployment for latency and resilience
- Inference runs on-device so the shop floor gets results in seconds, not after a network round-trip
- The system keeps working when network connectivity is degraded — a routine reality in industrial settings
- Build-station imagery stays on-premise rather than streaming across the network
Two cooperating models for different scenes
- Object detection identifies and classifies parts cleanly when components are visible and reasonably separated
- CSRNet handles bins where parts overlap, occlude one another, or are packed too densely for individual detection
- Running both means the platform produces useful output across the full range of scenes — not just the easy cases
Master inventory linking is the value-creating step
- Identifying a part is necessary but not sufficient — linking it to the NXAIR catalogue with part number, spec, and value is what creates business value
- Schema-flexible matching lets new master-data sources be added without re-architecting the platform
- Per-part audit trail from capture through detection through ERP update supports operations and quality investigations
What measurable results did the platform deliver?
The platform was evaluated against the operational pain points it was built to address — identification accuracy versus the manual baseline, recovered cost from structured reuse, traceability for individual parts, and the broader effect on shop-floor space and inventory discipline.
Identification and reuse
- 92% identification accuracy against the manual baseline — consistent across shifts, build stations, and storage areas
- 35% cost recovery improvement from leftover parts re-circulated into builds rather than re-purchased
- ERP on-hand stock re-aligned with shop-floor reality, closing the inventory-versus-reality gap
Space and traceability
- Space recovered as periodic clean-outs become managed processes driven by accumulation alerts
- Per-part traceability from capture frame through detection through catalogue match through ERP update
- Quality and audit questions about specific parts can now be answered with evidence rather than reconstructed
Operational visibility
- Continuous bin-density visibility and accumulation alerts before bins become unmanageable
- Reuse-rate and cost-recovery KPIs surfaced as a real-time feedback loop
- Periodic clean-outs replaced by a managed reuse process
Siemens Switchgear Cabinet — frequently asked questions
The questions most often asked about the Siemens Switchgear Cabinet Parts Identification System. Each answer is self-contained, so it can be quoted, cited, or surfaced as a standalone response.